铸铁直角尺
铸铁直角尺按JB/T7977-99标准制造,材料HT250,工作面采用刮研或精密磨削工艺,用于机床检验中检验不平度和不直度两个工作面是配合块规,千分尺,水平仪等仪器检验,不同高度,两导轨的平行和不连接导轨的水平,并可以配合直角尺,检验只用直角尺无法检验的两机件的垂直度的量具,还适用于设备安装和检查,使用温度(20±5)℃。
规格:(mm)
500×35 750×40 1000×50 1200×50 1500×70 2000×80 2500×80 3000×100 3500×100 4000×10
平尺包括桥型平尺、工字形平尺、矩型平尺、角度平尺及专用机床导轨平尺,用于工作台的精度检查,几何精度测量,精密部件的测量,刮研工艺加工等,是精密测量中基准工具。平尺按JB/T7977-99标准制造,材料HT250,工作面采用刮研或精密磨削工艺,用于测量工件的直线度和平面度及设备安装。使用温度(20±5)℃。
工字尺又称为平形平尺,是机床精度检查,和刮研的必需测量工具,可作为导轨的刮研和测量基准用,系属于精密测量工具之类。平尺用途:检验、测量、划线、设备安装、工业工程的施工。
1、重量轻:1条3米长的平尺只有9kg。
2、使用方便:1条6米长的平尺,工作人员可轻松移动测量。
3、不易变形:一般钢材材质的曲服点是30kg 2,一般铸件的曲服点38kg 2此材质的曲服点达到110kg 2,抽弯曲指标远远超出了其它材质。
4、容易保管:悬挂、平放均可。不会因长期平放影响其直线度、平行度。
5、不易生锈:使用期间不用涂油。长期不使用,存放时轻轻地涂上薄薄一层一般工业油即可。平行平尺适用于机床检测中检验不平度和不直度,两个工作面是配合块规、水平仪等仪器检验。不同高度两导轨的平行和不连接导轨的水平,并配合直角尺检验只用直角尺无法检验的两机件的垂直度的量具,还适用于设备的安装和检查。平行平尺该产品用于计量室及其它长度检测部门专用的一种垂直器,材质为花岗石,工作面精密磨削而成,磨削当中需要特殊材质的砂轮,精度稳定,永不变形,永不生锈,容易保管等特点,是一种理想的检测工具

铸铁直角尺使用注意事项
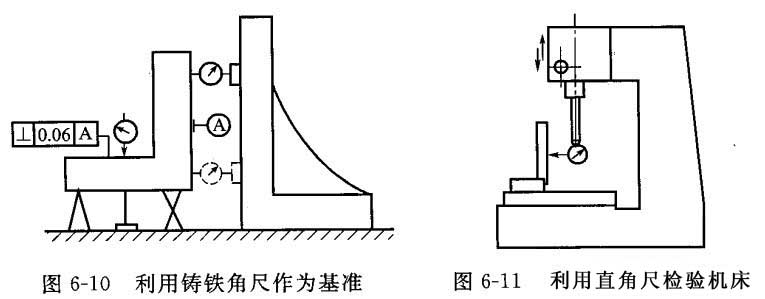
直角尺常用在测量或在大型工件上划线时,作为找正工件位置的基准。图6-10是利用铸铁角尺作为测量垂直度基准的示例。图6-11是利用直角尺检验机床的运动导轨对工作台表面垂直度的方法,检验时使床头箱上下移动,测微表读数的大差值,即为导轨对工作台面的垂直度误差,以此用来安装和调整机床。
(1)不使用无合格证、过使用周期的角尺。
(2)合理选用相应精度角尺。检验精密量具选用00, 0级角尺,检验精密零件选用1级角尺,检验一般零件选用2级角尺。
(3)使用前需把角尺工作面及工件被检面擦净,检查各工作面不要有碰伤、毛刺和锈蚀,以免损坏角尺,影响测量精度。
(4)直角尺的长边测量面和短边测量面是工作面,所以只能用这两个面去测量,而不允许用长边和短边的侧面,以及侧棱去测量。
(5)使用时,将角尺放在被测工件的工作面上,用光隙法或塞尺鉴别工件角度是否正确。检验工件外(内)角时,须使直角尺的内(外)边与被测工件接触,当把角尺的一边紧贴住工件工作面后,应轻轻压住,不要过分施加压力,以免使角度发生变化,然后使角尺的另一边与工件工作面相吻合,按光隙大小断定工件合格性。
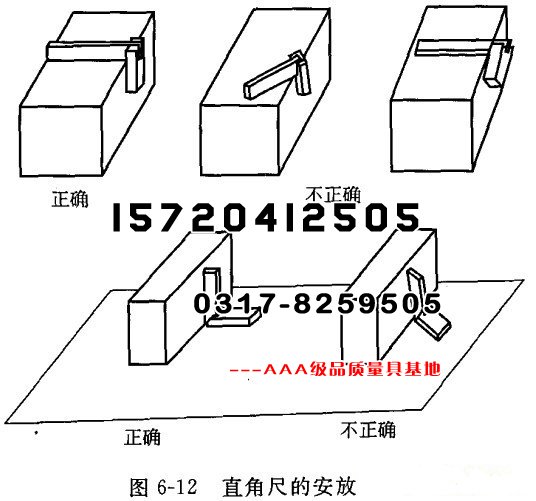
(6)测量时应注意角尺的安放位置,不能歪斜。角尺应放置在与形成直角两面交线相垂直的平面内,即垂直地紧靠在被测工件上,否则会产生测量误差。图6-12所示为正确与不正确的安放位置。
(7)在使用和安放工作边较长的90°角尺时,尤应注意防止工作边的弯曲变形。
(8)为求得准确的测量结果,测量时可将90°角尺翻转180°再测一次,取两次读数的算术平均值为其测量结果。这样便可消除角尺本身的偏差。
(9)测量时,不要把角尺在工件表面上来回拉动,应当测完一处,使角尺离开工件表面后再测另一处。
(10)不要在开动的机器上测量运转的工件,否则损坏角尺、工件角度测不准,且易出事故。
(11)使用时注意角尺和工件温度的一致性,不要测量过冷过热的工件。角尺不要长时间握在手中。
铸铁直角尺的日常保养方法
铸铁直角尺的精密度、可靠性、使用寿命在很大程度上取决于维护保养的好坏,为此做到以下几点。
(1)按周期检定,获取合格证书。
(2)使用前角尺和工件清洗擦净。
(3)使用直角尺要轻拿轻放,好戴手套,不准用手接触角尺工作面。搬运中,不许只提角尺的长边,而应一手托短边,一手扶长边。
(4)直角尺不要倒着放。
(5)测量后,角尺应清洗擦净、涂上防锈油,放人专用盒中,置于干燥和温暖(温度18~20℃)的地方,不许把角尺与其他工具、夹具堆放在一起。